


1,Материал:
1.1,TВыбор материалов должен соответствовать соответствующим стандартам страны-производителя труб и стандартам сырья, требуемым владельцем.
1,2、AПосле входа на завод инспекторы сначала проверяют оригинал сертификата на материал, выданный производителем, и отчет о проверке товара импортера.Проверить, чтобы маркировка на материалах была полной и соответствовала сертификату качества.
1,3,RПроверьте вновь приобретенные материалы, строго проверьте химический состав, длину, толщину стенки, наружный диаметр (внутренний диаметр) и качество поверхности материалов в соответствии со стандартными требованиями, а также запишите номер партии и номер трубы материалов.Некачественные материалы не допускаются к складированию и переработке.На внутренней и внешней поверхностях стальной трубы не должно быть трещин, складок, складок, струпьев, расслоений и ворсинок.Эти дефекты должны быть полностью устранены.Глубина удаления не должна превышать отрицательное отклонение номинальной толщины стенки, а фактическая толщина стенки в месте зачистки должна быть не менее минимально допустимой толщины стенки.На внутренней и внешней поверхности стальной трубы допустимый размер дефекта не должен превышать соответствующих положений соответствующих стандартов, в противном случае она подлежит забраковке.Оксидная окалина на внутренней и внешней поверхности стальных труб должна быть удалена и обработана антикоррозионной обработкой.Антикоррозийная обработка не влияет на визуальный осмотр и может быть удалена.
1,4,Mмеханические свойства
Механические свойства должны соответствовать стандартам, а химический состав, геометрические размеры, внешний вид и механические свойства должны быть перепроверены и приняты.
1,5Производительность процесса
1.5.1、Sстальные трубы подлежат 100% ультразвуковому неразрушающему контролю поочередно в соответствии сСентябрь1915 г. и предоставить стандартные образцы для ультразвукового контроля.Глубина дефекта стандартных образцов должна составлять 5 % от толщины стенки, а максимально не должна превышать 1,5мм.
1.5.2. Стальная труба должна пройти испытание на сплющивание.
1.5.3、Фактический размер зерна
Фактическая зернистость готовой трубы не должна быть больше 4-го класса, а разница в сортности стальной трубы того же номера плавки не должна превышать 2-го класса. Размер зерна должен проверяться в соответствии с ASTM.Е112.
2、 Резка и вырубка
2.1、Перед заглушкой фитингов из сплава сначала необходимо выполнить точный расчет материала.По результатам расчета прочности трубной арматуры проанализируйте и учтите влияние многих факторов, таких как утончение и деформация трубной арматуры в процессе производства, на ключевые части трубной арматуры (такие как внешняя дуга отвода, толщина тройника). плечо и т. д.), и выберите материалы с достаточным припуском, и рассмотрите, соответствует ли коэффициент повышения напряжения после формовки трубной арматуры расчетному коэффициенту напряжения трубопровода и проходному сечению трубопровода.Радиальная компенсация материала и компенсация материала заплечика в процессе прессования должны быть рассчитаны для горячештампованного тройника.
2.2、Для труб из легированных материалов портальный ленточнопильный станок используется для холодной резки.Для других материалов обычно избегают резки пламенем, но используют резку ленточной пилой, чтобы предотвратить такие дефекты, как упрочняющий слой или трещина, вызванные неправильной эксплуатацией.
2.3、В соответствии с проектными требованиями при резке и вырубке должны быть маркированы и пересажены наружный диаметр, толщина стенки, материал, номер трубы, номер партии печи и номер потока заготовки трубной арматуры, а идентификация должна быть в виде стальное уплотнение с низким напряжением и напыление краски.И запишите содержание операции на карточке производственного процесса.
2,4、После вырубки первой детали оператор должен провести самопроверку и сообщить об этом специальному инспектору испытательного центра для проведения специальной проверки.После прохождения проверки должна быть выполнена заготовка других деталей, и каждая деталь должна быть проверена и зарегистрирована.
3、 Горячее прессование (прессование) формование
3.1、Процесс горячего прессования трубных фитингов (особенно TEE) является важным процессом, и заготовку можно нагреть в печи для нагрева масла.Перед нагревом заготовки сначала очистите угол стружки, масло, ржавчину, медь, алюминий и другие металлы с низкой температурой плавления на поверхности трубы заготовки с помощью таких инструментов, как молоток и шлифовальный круг.Проверьте, соответствует ли пустая идентификация требованиям дизайна.
3.2、Уберите всякую всячину в зале нагревательной печи и проверьте исправность контура нагревательной печи, масляного контура, тележки и системы измерения температуры и достаточно ли масла.
3.3、Поместите заготовку в нагревательную печь для нагрева.Используйте огнеупорные кирпичи, чтобы изолировать заготовку от топочной площадки в печи.Строго контролировать скорость нагрева 150℃/ час по разным материалам.При нагреве до 30-50℃вышеAC3, изоляция должна быть более 1 часа.В процессе обогрева и сохранения тепла необходимо использовать цифровой дисплей или инфракрасный термометр для контроля и регулировки в любое время.
3.4、Когда заготовка нагрета до заданной температуры, ее выгружают из печи на прессование.Прессование завершается прессом усилием 2500 тонн и штампом для фитингов.При прессовании температура заготовки при прессовании измеряется с помощьюинфракрасный термометр, а температура не ниже 850℃.Когда заготовка не может одновременно соответствовать требованиям и температура слишком низкая, заготовка возвращается в печь для повторного нагрева и сохранения тепла перед прессованием.
3,5、Горячая штамповка изделия полностью учитывает закон течения металла термопластической деформации в процессе формообразования готового изделия.Сформированная форма пытается снизить сопротивление деформации, вызванное горячей обработкой заготовки, а пресс-формы для шин находятся в хорошем состоянии.Пресс-формы для шин регулярно проверяются в соответствии с требованиями системы обеспечения качества ISO9000, чтобы контролировать степень термопластической деформации материала, чтобы фактическая толщина стенки в любой точке фитинга была больше, чем минимальная толщина стенки подсоединенная прямая труба.
3,6、Для отводов большого диаметра применяется среднечастотное нагревательное прессование, а в качестве толкающего оборудования выбрана очень большая машина для отвода отводов tw1600.В процессе толкания температура нагрева заготовки регулируется путем регулировки мощностиисточник питания средней частоты.Как правило, нажатие контролируется в диапазоне 950-1020.℃, а скорость проталкивания регулируется на уровне 30-100 мм/мин.
4,Hесть лечение
4.1、Для готовой трубопроводной арматуры наша компания осуществляет термообработку в строгом соответствии с системой термообработки, указанной в соответствующих стандартах.Как правило, термическая обработка небольших трубных фитингов может выполняться в печи сопротивления, а термическая обработка трубных фитингов или отводов большого диаметра может выполняться в печи для термообработки мазута.
4.2、Топочный зал печи для термообработки должен быть чистым и свободным от масла, золы, ржавчины и других металлов, отличных от материалов для обработки.
4.3、Термическая обработка должна проводиться в строгом соответствии с кривой термообработки, требуемой «картой процесса термообработки», а скорость повышения и падения температуры деталей трубы из легированной стали должна быть менее 200℃/ час.
4.4、Автоматический регистратор фиксирует подъем и падение температуры в любое время и автоматически регулирует температуру и время выдержки в печи по заданным параметрам.Во время процесса нагрева трубной арматуры пламя должно быть заблокировано противопожарной стенкой, чтобы предотвратить прямое распыление пламени на поверхность трубной арматуры, чтобы гарантировать, что трубная арматура не будет перегрета и не сгорит во время термообработки.
4,5、После термической обработки металлографическое исследование должно проводиться для фитингов из сплава одна за другой.Фактическая зернистость не должна быть больше 4 класса, а разница классов трубной арматуры одного номера плавки не должна превышать 2 класса.
4.6、Проведите испытание на твердость термообработанных фитингов, чтобы убедиться, что значение твердости любой части фитингов не превышает диапазон, требуемый стандартом.
4.7、После термической обработки трубопроводной арматуры оксидная окалина на внутренней и внешней поверхностях должна быть удалена пескоструйной обработкой до появления металлического блеска видимых материалов.Царапины, ямки и другие дефекты на поверхности материала необходимо зашлифовать с помощью таких инструментов, как шлифовальный круг.Локальная толщина полированных фитингов должна быть не менее минимальной толщины стенки, предусмотренной проектом.
4,8、Заполните запись о термообработке в соответствии с номером и идентификацией фитинга и повторно напишите неполную идентификацию на поверхности фитинга и в карточке потока..
5、 Обработка канавки:
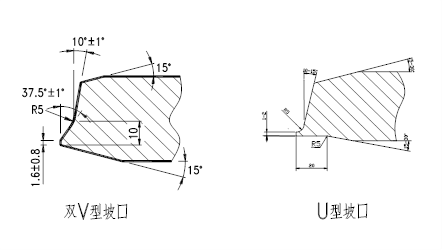
5.1、Обработка пазов трубной арматуры осуществляется механической нарезкой.Наша компания имеет более 20 комплектов обрабатывающего оборудования, такого как различные токарные станки и силовые головки, которые могут обрабатывать двойные V-образные или U-образные канавки, внутренние канавки и внешние канавки различных фитингов для толстостенных труб в соответствии с требованияминаш клиент.Компания может обрабатывать в соответствии с чертежом канавки и техническими требованиями, предоставленныминаш клиентдля обеспечения простоты эксплуатации и сварки трубной арматуры в процессе сварки.
5.2、После выполнения паза для фитингов инспектор должен осмотреть и принять габаритные размеры фитингов в соответствии с требованиями чертежа, а также доработать изделия с неквалифицированными геометрическими размерами до тех пор, пока изделия не будут соответствовать проектным размерам.
1,Тест:
6.1、Трубопроводная арматура должна быть испытана в соответствии со стандартными требованиями перед отправкой с завода.Согласно ASME B31.1. Все испытания должны проводиться профессиональными инспекторами с соответствующей квалификацией, признанной Государственным бюро технического надзора.
6.2、Магнитопорошковая дефектоскопия (МТ) должна проводиться на внешней поверхности тройника, колена и переходника, ультразвуковая толщинометрия и дефектоскопия должны выполняться на внешней стороне дуги колена, буртика тройника и переходной части переходника, дефектоскопия рентгенографическая. или ультразвуковая дефектоскопия должна проводиться на сварном шве приварной трубопроводной арматуры.Кованый тройник или отвод перед механической обработкой подвергают ультразвуковому контролю на заготовке.
6.3、Магнитопорошковая дефектоскопия должна проводиться в пределах 100 мм от канавки всех трубных фитингов, чтобы убедиться в отсутствии трещин и других дефектов, вызванных резкой.
6.4、Качество поверхности: внутренняя и наружная поверхности трубной арматуры не должны иметь трещин, усадочных раковин, пепла, налипания песка, складок, отсутствия сварки, двойного обшивки и других дефектов.Поверхность должна быть гладкой, без резких царапин.Глубина углубления не должна превышать 1,5 мм.Максимальный размер углубления не должен превышать 5 % длины окружности трубы и не должен превышать 40 мм.Поверхность сварного шва не должна иметь трещин, пор, кратеров и брызг, подрезов быть не должно.Внутренний угол тройника должен иметь плавный переход.Вся трубная арматура подлежит 100% проверке внешнего вида поверхности.Трещины, острые углы, ямки и другие дефекты на поверхности трубопроводной арматуры должны быть зашлифованы шлифовальной машиной, а магнитопорошковая дефектоскопия должна проводиться на месте шлифовки до устранения дефектов.Толщина трубной арматуры после шлифовки должна быть не менее минимальной расчетной толщины.
6,5、Для трубопроводной арматуры с особыми требованиями потребителей также должны быть проведены следующие испытания:
6.5.1、Гидростатический тест
Вся трубопроводная арматура может быть подвергнута гидростатическим испытаниям с системой (гидростатическое испытательное давление в 1,5 раза превышает расчетное давление, а время должно быть не менее 10 минут).При условии наличия документов, подтверждающих качество, трубопроводная арматура на заводе может не подвергаться гидростатическим испытаниям.
6.5.2、Фактический размер зерна
Фактическая зернистость готовой трубной арматуры не должна превышать 4 класса, а разница сортов трубопроводной арматуры одного и того же номера плавки не должна превышать 2 класса. Контроль размера зерна должен проводиться в соответствии с методом, указанным в Yb/ t5148-93 (или ASTM E112), а время проверки должно быть один раз для каждого номера плавки + каждой партии термообработки.
6.5.3、Микроструктура:
Производитель должен провести проверку микроструктуры и предоставить фотографии микроструктуры в соответствии с соответствующими положениями GB / t13298-91 (или соответствующими международными стандартами), а время проверки должно соответствовать номеру плавки + размеру (диаметр × толщина стенки) + партия термообработки. однажды.
2. Упаковка и идентификация:
После обработки трубопроводной арматуры наружная стена должна быть покрыта антикоррозийной краской (не менее одного слоя грунтовки и одного слоя финишной краски).Финишная краска детали из углеродистой стали должна быть серой, а финишная краска детали из сплава должна быть красной.Краска должна быть однородной, без пузырей, складок и отслоений.Канавка должна быть обработана специальным антикоррозионным средством.
Небольшие кованые фитинги или важные фитинги упаковываются в деревянные ящики, а крупные фитинги, как правило, оголяются.Патрубки всей трубопроводной арматуры должны быть надежно защищены резиновыми (пластиковыми) кольцами для предохранения трубопроводной арматуры от повреждений.Убедитесь, что конечные поставляемые продукты не имеют каких-либо дефектов, таких как трещины, царапины, следы растяжения, двойная оболочка, налипание песка, промежуточный слой, включения шлака и т. д.
Давление, температура, материал, диаметр и другие характеристики трубных фитингов должны быть отмечены на очевидной части трубных фитингов.Стальное уплотнение использует стальное уплотнение с низким напряжением.
3,Dэливер товары:
Квалифицированный вид транспорта должен быть выбран для доставки фитингов в соответствии с потребностями фактической ситуации.Как правило, бытовая арматура перевозится автомобильным транспортом.В процессе автомобильной перевозки необходимо прочно связать трубопроводную арматуру с кузовом автомобиля высокопрочной мягкой упаковочной лентой.Во время движения транспортного средства нельзя сталкиваться и тереться о другую арматуру трубопровода, а также принимать меры по защите от дождя и влаги.
ХЭБЭЙ CANGRUN ТРУБОПРОВОДНОЕ ОБОРУДОВАНИЕ, ОООявляется профессиональным производителем фитингов, фланцев и клапанов..Наша компания имеет команду инженерно-технического обслуживания с богатым инженерным опытом, отличными профессиональными технологиями, высокой осведомленностью об услугах и быстрым и удобным реагированием на запросы пользователей по всему миру.. Наша компания обещает разработать, организовать закупки, производство, проверку и испытания, упаковку, транспортировку и услуги в соответствии с требованиями системы управления качеством и обеспечения качества ISO9001.В Китае есть старая поговорка:Как приятно иметь друзей издалека.
Приглашаем наших друзей посетить завод.
Время публикации: 13 октября 2022 г.