


1،مواد:
1.1،Tانتخاب مواد باید با استانداردهای مربوطه کشور تولیدکننده لوله و استانداردهای مواد خام مورد نیاز مالک مطابقت داشته باشد.
1.2،Aبازرسان پس از ورود به کارخانه ابتدا اصل گواهی مواد صادر شده توسط سازنده و گزارش بازرسی کالای مواد واردکننده را تایید می کنند.بررسی کنید که آیا علائم روی مواد کامل و مطابق با گواهی کیفیت هستند یا خیر.
1.3،Rمواد تازه خریداری شده را بررسی کنید، ترکیب شیمیایی، طول، ضخامت دیواره، قطر خارجی (قطر داخلی) و کیفیت سطح مواد را با توجه به الزامات استاندارد به دقت بررسی کنید و شماره دسته و شماره لوله مواد را ثبت کنید.مواد فاقد صلاحیت مجاز به نگهداری و پردازش نیستند.سطوح داخلی و خارجی لوله فولادی باید عاری از ترک، چین، چین خوردگی، پوسته، لایه لایه شدن و خطوط مو باشد.این عیوب باید به طور کامل برطرف شود.عمق حذف نباید از انحراف منفی ضخامت اسمی دیوار تجاوز کند و ضخامت واقعی دیوار در محل تمیزکاری نباید از حداقل ضخامت دیوار مجاز کمتر باشد.در سطح داخلی و خارجی لوله فولادی، اندازه مجاز عیب نباید از مقررات مربوطه در استانداردهای مربوطه بیشتر شود، در غیر این صورت رد می شود.رسوب اکسید روی سطوح داخلی و خارجی لوله های فولادی باید برداشته شده و با عملیات ضد خوردگی درمان شود.درمان ضد خوردگی نباید بر بازرسی بصری تأثیر بگذارد و می تواند حذف شود.
1.4،Mخواص مکانیکی
خواص مکانیکی باید به ترتیب مطابق با استانداردها باشد و ترکیب شیمیایی، ابعاد هندسی، ظاهر و خواص مکانیکی مجددا بررسی و پذیرفته شود.
1.5عملکرد فرآیند
1.5.1،Sلوله های فلزی باید یک به یک تحت آزمایش 100% غیر مخرب اولتراسونیک قرار گیرندسپتامبر1915، و نمونه های استاندارد برای آزمایش اولتراسونیک باید ارائه شود.عمق عیب نمونه های استاندارد باید 5% ضخامت دیواره باشد و حداکثر نباید از 1.5 تجاوز کند.میلی متر
1.5.2 لوله فولادی باید در معرض آزمایش صاف کردن قرار گیرد
1.5.3،اندازه دانه واقعی
اندازه دانه واقعی لوله تمام شده نباید ضخیم تر از درجه 4 باشد و اختلاف درجه لوله فولادی با همان عدد حرارتی نباید از درجه 2 تجاوز کند. اندازه دانه باید طبق ASTM بازرسی شود.E112.
2- برش و خالی کردن
2.1،قبل از خالی کردن اتصالات لوله آلیاژی، ابتدا باید محاسبه دقیق مواد انجام شود.با توجه به نتایج محاسبات استحکام اتصالات لوله، آنالیز و تأثیر عوامل زیادی مانند نازک شدن و تغییر شکل اتصالات لوله در فرآیند تولید را بر روی قسمتهای کلیدی اتصالات لوله (مانند قوس بیرونی زانویی، ضخامت سه راهی) در نظر بگیرید. شانه، و غیره)، و موادی را با ظرفیت کافی انتخاب کنید، و در نظر بگیرید که آیا ضریب افزایش تنش پس از تشکیل اتصالات لوله با ضریب تنش طراحی خط لوله و منطقه جریان خط لوله مطابقت دارد یا خیر.جبران مواد شعاعی و جبران مواد شانه در طول فرآیند پرس باید برای سه راهی پرس گرم محاسبه شود.
2.2،برای مواد لوله آلیاژی از دستگاه برش اره نواری دروازه ای برای برش سرد استفاده می شود.برای سایر مواد، به طور کلی از برش شعله اجتناب می شود، اما از برش اره نواری برای جلوگیری از نقص هایی مانند سخت شدن لایه یا ترک ناشی از عملکرد نامناسب استفاده می شود.
2.3،با توجه به الزامات طراحی، هنگام برش و بلانکینگ، قطر خارجی، ضخامت دیوار، مواد، شماره لوله، شماره دسته کوره و شماره جریان خالی لوله اتصالات لوله باید علامت گذاری و پیوند زده شود و شناسایی به صورت آب بندی فولادی کم استرس و پاشش رنگ.و محتویات عملیات را روی کارت جریان فرآیند تولید ثبت کنید.
2.4،پس از خالی کردن قطعه اول، اپراتور باید بازرسی خود را انجام دهد و برای بازرسی ویژه به بازرس ویژه مرکز آزمایش گزارش دهد.پس از گذراندن بازرسی، بلنکینگ سایر قطعات انجام شده و هر قطعه باید آزمایش و ثبت شود.
3، قالب گیری با فشار داغ (فشار).
3.1،فرآیند پرس گرم اتصالات لوله (به ویژه TEE) یک فرآیند مهم است و می توان آن را با کوره گرمایش نفت گرم کرد.قبل از گرم کردن بلنک، ابتدا زاویه تراشه، روغن، زنگ، مس، آلومینیوم و سایر فلزات با نقطه ذوب پایین روی سطح لوله خالی را با ابزارهایی مانند چکش و چرخ سنگ زنی تمیز کنید.بررسی کنید که آیا شناسه خالی با الزامات طراحی مطابقت دارد یا خیر.
3.2،همه چیز را در سالن کوره گرمایش تمیز کنید و بررسی کنید که آیا مدار کوره گرمایش، مدار روغن، چرخ دستی و سیستم اندازه گیری دما نرمال هستند و آیا روغن کافی است یا خیر.
3.3،جای خالی را برای گرم کردن در کوره گرمایش قرار دهید.از آجرهای نسوز برای جداسازی قطعه کار از سکوی کوره در کوره استفاده کنید.سرعت گرمایش 150 را به شدت کنترل کنید℃/ ساعت با توجه به مواد مختلف.هنگام گرم کردن 30-50℃در بالاAC3، عایق باید بیش از 1 ساعت باشد.در فرآیند گرمایش و حفظ حرارت، نمایشگر دیجیتال یا دماسنج مادون قرمز باید برای نظارت و تنظیم در هر زمان استفاده شود.
3.4،هنگامی که قسمت خالی تا دمای مشخص شده گرم می شود، برای پرس از کوره تخلیه می شود.پرس با پرس 2500 تنی و قالب اتصال لوله تکمیل می شود.در حین پرس، دمای قطعه کار در حین پرس با اندازه گیری می شودیک دماسنج مادون قرمز، و دما کمتر از 850 نیست℃.هنگامی که قطعه کار نمی تواند الزامات را در یک زمان برآورده کند و درجه حرارت بسیار پایین است، قطعه کار برای گرم کردن مجدد و حفظ حرارت قبل از فشار دادن به کوره بازگردانده می شود.
3.5،شکل دهی گرم محصول به طور کامل قانون جریان فلز تغییر شکل ترموپلاستیک را در فرآیند شکل دهی محصول نهایی در نظر می گیرد.قالب تشکیل شده سعی می کند مقاومت تغییر شکل ناشی از پردازش گرم قطعه کار را کاهش دهد و قالب های لاستیک فشرده در شرایط خوبی هستند.قالب های لاستیک به طور مرتب مطابق با الزامات سیستم تضمین کیفیت ISO9000 تأیید می شوند، به طوری که میزان تغییر شکل ترموپلاستیک مواد را کنترل می کند، به طوری که ضخامت واقعی دیواره هر نقطه روی اتصالات لوله از حداقل ضخامت دیواره بیشتر باشد. لوله مستقیم متصل
3.6،برای زانویی با قطر بزرگ، قالب گیری فشار حرارتی فرکانس متوسط اتخاذ شده است و دستگاه فشار زانو بسیار بزرگ tw1600 به عنوان تجهیزات فشار انتخاب می شود.در فرآیند هل دادن، دمای گرمایش قطعه کار با تنظیم توان تنظیم می شودمنبع تغذیه فرکانس متوسطبه طور کلی، فشار در 950-1020 کنترل می شود℃و سرعت فشار در 30-100 میلی متر در دقیقه کنترل می شود.
4،Hخوردن درمان
4.1،برای اتصالات لوله تمام شده، شرکت ما عملیات حرارتی را مطابق با سیستم عملیات حرارتی مشخص شده در استانداردهای مربوطه انجام می دهد.به طور کلی، عملیات حرارتی اتصالات لوله کوچک را می توان در کوره مقاومتی انجام داد و عملیات حرارتی اتصالات لوله یا زانویی با قطر بزرگ را می توان در کوره عملیات حرارتی نفت کوره انجام داد.
4.2،سالن کوره کوره عملیات حرارتی باید تمیز و عاری از روغن، خاکستر، زنگ و سایر فلزات متفاوت از مواد تصفیه باشد.
4.3،عملیات حرارتی باید مطابق با منحنی عملیات حرارتی مورد نیاز "کارت فرآیند عملیات حرارتی" انجام شود و سرعت افزایش و کاهش دما قطعات لوله فولادی آلیاژی باید کمتر از 200 باشد.℃/ ساعت
4.4،ضبط خودکار بالا و پایین رفتن دما را در هر زمان ثبت می کند و به طور خودکار دما و زمان نگهداری در کوره را با توجه به پارامترهای از پیش تعیین شده تنظیم می کند.در طول فرآیند گرمایش اتصالات لوله، شعله باید با دیوار حائل آتش مسدود شود تا از پاشش مستقیم شعله بر روی سطح اتصالات لوله جلوگیری شود تا اطمینان حاصل شود که اتصالات لوله در طول عملیات حرارتی بیش از حد گرم نمی شود و نمی سوزد.
4.5،پس از عملیات حرارتی، بررسی متالوگرافی باید برای اتصالات لوله آلیاژی یک به یک انجام شود.اندازه دانه واقعی نباید ضخیم تر از درجه 4 باشد و اختلاف درجه اتصالات لوله با همان عدد حرارتی نباید از درجه 2 تجاوز کند.
4.6،برای اطمینان از اینکه مقدار سختی هر قسمت از اتصالات لوله از محدوده مورد نیاز استاندارد تجاوز نمی کند، تست سختی را روی اتصالات لوله عملیات حرارتی انجام دهید.
4.7،پس از عملیات حرارتی اتصالات لوله، رسوب اکسید روی سطوح داخلی و خارجی باید توسط سند بلاست حذف شود تا درخشش فلزی مواد قابل مشاهده باشد.خراش ها، گودال ها و سایر عیوب روی سطح مواد باید با ابزارهایی مانند چرخ سنگ زنی صاف صیقل داده شوند.ضخامت موضعی اتصالات لوله صیقلی نباید کمتر از حداقل ضخامت دیوار مورد نیاز طرح باشد.
4.8،رکورد عملیات حرارتی را با توجه به شماره اتصالات لوله و شناسه پر کنید و شناسه ناقص را دوباره روی سطح اتصالات لوله و کارت جریان بنویسید..
5، پردازش شیار:
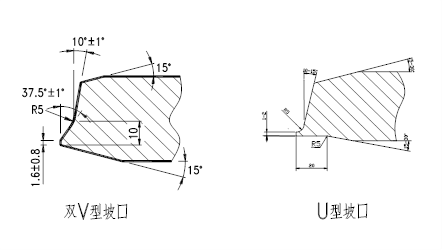
5.1،پردازش شیار اتصالات لوله با برش مکانیکی انجام می شود.شرکت ما دارای بیش از 20 مجموعه تجهیزات ماشینکاری مانند انواع ماشین تراش و هد قدرت است که می تواند شیار دوتایی V یا U شکل، شیار داخلی و شیار بیرونی اتصالات لوله های دیوار ضخیم مختلف را مطابق با الزامات پردازش کند.مشتری ما.این شرکت می تواند با توجه به ترسیم شیار و الزامات فنی ارائه شده توسطمشتری ماتا اطمینان حاصل شود که اتصالات لوله در فرآیند جوشکاری به راحتی کار می کنند و جوش می شوند.
5.2،پس از تکمیل شیار اتصالات لوله، بازرس باید ابعاد کلی اتصالات لوله را مطابق با الزامات نقشه بررسی کرده و بپذیرد و محصولات را با ابعاد هندسی نامرغوب مجدداً کار کند تا زمانی که محصولات به ابعاد طراحی برسند.
1،تست:
6.1،اتصالات لوله باید طبق الزامات استاندارد قبل از خروج از کارخانه آزمایش شوند.طبق ASME B31.1. تمام آزمون ها باید توسط بازرسان حرفه ای با صلاحیت های مربوطه به رسمیت شناخته شده توسط اداره دولتی نظارت فنی تکمیل شود.
6.2،تست ذرات مغناطیسی (MT) باید بر روی سطح بیرونی سه راهی، زانویی و کاهنده، اندازهگیری ضخامت اولتراسونیک و تشخیص عیب در سمت قوس بیرونی آرنج، قسمت کاهش دهنده سه راهی شانه و کاهنده، و تشخیص عیب رادیوگرافی انجام شود. یا تشخیص عیب اولتراسونیک باید روی جوش اتصالات لوله جوش داده شده انجام شود.سه راهی یا زانویی فورج شده باید قبل از ماشینکاری تحت آزمایش اولتراسونیک روی قسمت خالی قرار گیرد.
6.3،تشخیص نقص ذرات مغناطیسی باید در فاصله 100 میلی متری شیار تمام اتصالات لوله انجام شود تا اطمینان حاصل شود که هیچ ترک و سایر عیوب ناشی از برش وجود ندارد.
6.4،کیفیت سطح: سطوح داخلی و خارجی اتصالات لوله باید عاری از ترک، حفره های انقباض، خاکستر، چسبیدن ماسه، چین خوردگی، جوش از دست رفته، دو پوسته و سایر عیوب باشد.سطح باید صاف و بدون خراش تیز باشد.عمق فرورفتگی نباید از 1.5 میلی متر تجاوز کند.حداکثر اندازه فرورفتگی نباید بیشتر از 5% محیط لوله و از 40 میلی متر بیشتر باشد.سطح جوش باید عاری از ترک، منافذ، دهانه و پاشیده شدن باشد و هیچ گونه زیرینی وجود نداشته باشد.زاویه داخلی سه راهی باید انتقال صاف باشد.تمام اتصالات لوله باید تحت بازرسی ظاهری 100% سطح قرار گیرند.ترک ها، گوشه های تیز، گودال ها و سایر عیوب روی سطح اتصالات لوله باید با آسیاب صیقل داده شوند و تا رفع عیوب در محل سنگ زنی، تشخیص نقص ذرات مغناطیسی انجام شود.ضخامت اتصالات لوله پس از پرداخت نباید از حداقل ضخامت طراحی کمتر باشد.
6.5،آزمایشات زیر نیز باید برای اتصالات لوله با نیازهای خاص مشتریان انجام شود:
6.5.1،تست هیدرواستاتیک
تمام اتصالات لوله می توانند تحت آزمایش هیدرواستاتیک با سیستم قرار گیرند (فشار تست هیدرواستاتیک 1.5 برابر فشار طراحی است و زمان آن نباید کمتر از 10 دقیقه باشد).در شرایطی که مدارک گواهی کیفیت کامل باشد، اتصالات لوله کارخانه ای ممکن است تحت آزمایش هیدرواستاتیک قرار نگیرند.
6.5.2،اندازه دانه واقعی
اندازه دانه واقعی اتصالات لوله نهایی نباید ضخیم تر از درجه 4 باشد و اختلاف درجه اتصالات لوله با همان عدد حرارتی نباید از درجه 2 تجاوز کند. بازرسی اندازه دانه باید طبق روش مشخص شده در Yb / انجام شود t5148-93 (یا ASTM E112)، و زمان های بازرسی باید یک بار برای هر عدد حرارت + هر دسته عملیات حرارتی باشد.
6.5.3،ریزساختار:
سازنده باید بازرسی ریزساختار را انجام دهد و عکسهای ریزساختار را مطابق با مفاد مربوطه GB / t13298-91 (یا استانداردهای بینالمللی مربوطه) ارائه دهد و زمانهای بازرسی باید بر حسب عدد حرارت + اندازه (قطر × ضخامت دیوار) + دسته عملیات حرارتی باشد. یک بار.
2- بسته بندی و شناسایی:
پس از پردازش اتصالات لوله، دیواره خارجی باید با رنگ ضد زنگ (حداقل یک لایه آستر و یک لایه رنگ نهایی) پوشانده شود.رنگ پایانی قسمت فولاد کربنی باید خاکستری و رنگ پایانی قسمت آلیاژی قرمز باشد.رنگ باید یکنواخت بدون حباب، چین و چروک و لایه برداری باشد.شیار باید با ماده ضد زنگ مخصوص درمان شود.
اتصالات لوله فورجی کوچک یا اتصالات لوله مهم در جعبه های چوبی بسته بندی می شوند و اتصالات لوله بزرگ معمولاً برهنه هستند.نازل تمام اتصالات لوله باید محکم با حلقه های لاستیکی (پلاستیکی) محافظت شود تا اتصالات لوله از آسیب محافظت شود.اطمینان حاصل کنید که محصولات تحویلی نهایی عاری از هرگونه نقصی مانند ترک، خراش، علائم کشش، پوسته دوتایی، چسبندگی شن، لایههای میانی، گنجاندن سرباره و غیره باشند.
فشار، دما، مواد، قطر و سایر مشخصات اتصالات لوله اتصالات لوله باید بر روی قسمت آشکار محصولات اتصالات لوله مشخص شود.مهر و موم فولادی از مهر و موم فولادی کم استرس استفاده می کند.
3،Dکالاهای الیور:
حالت حمل و نقل واجد شرایط باید برای تحویل اتصالات لوله با توجه به نیازهای وضعیت واقعی انتخاب شود.به طور کلی، اتصالات لوله داخلی توسط خودرو حمل می شود.در فرآیند حمل و نقل خودرو، لازم است که اتصالات لوله را با نوار بسته بندی نرم با استحکام بالا به بدنه خودرو محکم کنید.در حین رانندگی با وسیله نقلیه برخورد و ساییدگی با سایر اتصالات لوله و انجام اقدامات ضد باران و رطوبت مجاز نیست.
HEBEI CANGRUN PIPELINE EQUIPMENT CO.,LTDتولید کننده حرفه ای اتصالات لوله، فلنج و شیر است.شرکت ما دارای یک تیم خدمات مهندسی و فنی با تجربه مهندسی غنی، تکنولوژی حرفه ای عالی، آگاهی از خدمات قوی و پاسخ سریع و راحت به کاربران در سراسر جهان است.. شرکت ما متعهد به طراحی، سازماندهی تدارکات، تولید، بازرسی و آزمایش، بسته بندی، حمل و نقل و خدمات مطابق با الزامات سیستم مدیریت کیفیت و تضمین کیفیت ISO9001 است.یک ضرب المثل قدیمی در چین وجود دارد:داشتن دوستانی که از راه دور می آیند بسیار لذت بخش است.
به دوستان ما برای بازدید از کارخانه خوش آمدید.
زمان ارسال: اکتبر-13-2022