


1,Materiale:
1.1,Tvalget af materialer skal overholde de relevante standarder i det rørproducerende land og de råvarestandarder, som kræves af ejeren.
1.2、Aefter at de er kommet ind på fabrikken, verificerer inspektørerne først det originale materialecertifikat udstedt af producenten og importørens materialevareinspektionsrapport.Kontroller, om mærkerne på materialerne er fuldstændige og i overensstemmelse med kvalitetscertifikatet.
1.3,Rekontroller de nyindkøbte materialer, inspicér nøje den kemiske sammensætning, længde, vægtykkelse, ydre diameter (indre diameter) og overfladekvalitet af materialerne i henhold til standardkravene, og noter materialernes batchnummer og rørnummer.Ukvalificerede materialer må ikke opbevares og forarbejdes.Stålrørets indvendige og udvendige overflader skal være fri for revner, folder, rullefolder, skorper, delamineringer og hårlinjer.Disse defekter skal fjernes fuldstændigt.Fjernelsesdybden må ikke overstige den negative afvigelse af den nominelle vægtykkelse, og den faktiske vægtykkelse på rengøringsstedet må ikke være mindre end den mindst tilladte vægtykkelse.På stålrørets indre og ydre overflade må den tilladte defektstørrelse ikke overstige de relevante bestemmelser i de tilsvarende standarder, ellers skal den afvises.Oxidbelægningen på stålrørs indvendige og ydre overflader skal fjernes og behandles med anti-korrosionsbehandling.Anti-korrosionsbehandlingen skal ikke påvirke den visuelle inspektion og kan fjernes.
1.4,Mekaniske egenskaber
De mekaniske egenskaber skal opfylde henholdsvis standarderne, og den kemiske sammensætning, geometriske dimension, udseende og mekaniske egenskaber skal genkontrolleres og accepteres.
1.5Proces ydeevne
1.5.1、Sstålrør skal underkastes 100 % ultralyds ikke-destruktiv testning én efter én ihtSEP1915, og der skal leveres standardprøver til ultralydstestning.Defektdybden af standardprøver skal være 5 % af vægtykkelsen, og maksimum må ikke overstige 1,5mm.
1.5.2、 Stålrøret skal underkastes udfladningsprøve
1.5.3、Faktisk kornstørrelse
Den faktiske kornstørrelse på det færdige rør må ikke være tykkere end grad 4, og kvalitetforskellen på stålrøret med samme varmetal må ikke overstige grad 2. Kornstørrelsen skal inspiceres i henhold til ASTME112.
2、 Skæring og blanking
2.1、Inden blankning af legeringsrørfittings skal der først udføres nøjagtig materialeberegning.I henhold til styrkeberegningsresultaterne for rørfittings skal du analysere og overveje indflydelsen af mange faktorer såsom udtynding og deformation af rørfittings i produktionsprocessen på de vigtigste dele af rørfittings (såsom den ydre albuebue, tykkelsen af T-stykket) skulder osv.), og vælg materialer med tilstrækkelig mængde og overvej, om spændingsforøgelseskoefficienten efter rørfittingsformning stemmer overens med rørledningens designspændingskoefficient og rørledningens strømningsareal.Den radiale materialekompensation og skuldermaterialekompensation under presningsprocessen skal beregnes for den varmpressede T-shirt.
2.2、Til legerede rørmaterialer bruges gantrybåndsavskæremaskinen til koldskæring.For andre materialer undgås flammeskæring generelt, men båndsavskæring bruges til at forhindre defekter såsom hærdningslag eller revner forårsaget af forkert betjening.
2.3、I henhold til designkravene skal råmaterialernes ydre diameter, vægtykkelse, materiale, rørnummer, ovnbatchnummer og rørfittings råemnestrømningsnummer ved skæring og blankning markeres og transplanteres, og identifikationen skal være i form af lavspændings ståltætning og malingssprøjtning.Og optag operationsindholdet på produktionsprocesflowkortet.
2.4、Efter blankning af det første stykke skal operatøren udføre egeninspektion og rapportere til testcentrets særlige inspektør for særlig inspektion.Efter bestået inspektion skal der udføres blankning af andre stykker, og hvert stykke skal testes og registreres.
3、 Varmpressende (skubbe) støbning
3.1、Varmpresningen af rørfittings (især TEE) er en vigtig proces, og emnet kan opvarmes af oliefyr.Før du opvarmer emnet, skal du først rense spånvinklen, olie, rust, kobber, aluminium og andre lavsmeltende metaller på overfladen af emnerøret med værktøjer som hammer og slibeskive.Kontroller, om emne-identifikationen opfylder designkravene.
3.2、Ryd op i det diverse i varmeovnshallen, og tjek om varmeovnskredsløbet, oliekredsløbet, vognen og temperaturmålesystemet er normalt, og om olien er tilstrækkelig.
3.3、Placer emnet i varmeovnen til opvarmning.Brug ildfaste mursten til at isolere emnet fra ovnplatformen i ovnen.Kontroller strengt opvarmningshastigheden på 150℃/ time i henhold til forskellige materialer.Ved opvarmning til 30-50℃overAC3, isoleringen skal være mere end 1 time.I processen med opvarmning og varmekonservering skal digitalt display eller infrarødt termometer bruges til at overvåge og justere til enhver tid.
3.4、Når emnet opvarmes til den angivne temperatur, udledes det fra ovnen til presning.Presningen afsluttes med en 2500 tons presse- og rørfittingsdyse.Under presning måles emnets temperatur under presning medet infrarødt termometer, og temperaturen er ikke mindre end 850℃.Når emnet ikke kan opfylde kravene på én gang, og temperaturen er for lav, returneres emnet til ovnen for genopvarmning og varmekonservering før presning.
3.5、Den varme formning af produktet tager fuldt ud hensyn til loven om metalstrøm af termoplastisk deformation i formningsprocessen for det færdige produkt.Den dannede form forsøger at reducere deformationsmodstanden forårsaget af den varme bearbejdning af emnet, og de pressede dækforme er i god stand.Dækformene verificeres regelmæssigt i henhold til kravene i ISO9000 kvalitetssikringssystem for at kontrollere mængden af termoplastisk deformation af materialet, således at den faktiske vægtykkelse af ethvert punkt på rørfittingen er større end den mindste vægtykkelse på det tilsluttede lige rør.
3.6、For albue med stor diameter anvendes medium frekvens opvarmning push-støbning, og tw1600 ekstra stor albue push-maskine er valgt som push-udstyr.I skubbeprocessen justeres opvarmningstemperaturen for emnet ved at justere effekten afmellemfrekvent strømforsyning.Generelt styres skubningen ved 950-1020℃, og skubbehastigheden styres til 30-100 mm/min.
4,Hspise behandling
4.1、For færdige rørfittings udfører vores virksomhed varmebehandling i nøje overensstemmelse med det varmebehandlingssystem, der er specificeret i de tilsvarende standarder.Generelt kan varmebehandlingen af små rørfittings udføres i modstandsovne, og varmebehandlingen af rørfittings eller albuer med stor diameter kan udføres i brændselsolie varmebehandlingsovn.
4.2、Ovnshallen i varmebehandlingsovnen skal være ren og fri for olie, aske, rust og andre metaller, der er forskellige fra behandlingsmaterialerne.
4.3、Varmebehandling skal udføres i nøje overensstemmelse med den varmebehandlingskurve, der kræves af "varmebehandlingsproceskortet", og temperaturstignings- og faldhastigheden af legerede stålrørsdele skal kontrolleres til at være mindre end 200℃/ time.
4.4、Den automatiske optager registrerer stigningen og faldet i temperaturen til enhver tid og justerer automatisk temperaturen og holdetiden i ovnen i henhold til de forudbestemte parametre.Under opvarmningsprocessen af rørfittings skal flammen blokeres med en brandsikringsvæg for at forhindre flammen i at sprøjte direkte på rørfittings overflade, for at sikre at rørfittings ikke bliver overophedet og brændt under varmebehandlingen.
4.5、Efter varmebehandling skal der udføres metallografisk undersøgelse for legeringsrørfittings én efter én.Den faktiske kornstørrelse må ikke være tykkere end grad 4, og gradforskellen på rørfittings med samme varmetal må ikke overstige grad 2.
4.6、Udfør hårdhedstest på de varmebehandlede rørfittings for at sikre, at hårdhedsværdien af nogen del af rørfittings ikke overstiger det område, der kræves af standarden.
4.7、Efter varmebehandling af rørfittings skal oxidbelægningen på den indvendige og udvendige overflade fjernes ved sandblæsning indtil metallisk glans af synlige materialer.Ridser, huller og andre defekter på materialeoverfladen skal poleres glat med værktøj som slibeskive.Den lokale tykkelse af de polerede rørfittings må ikke være mindre end den mindste vægtykkelse, der kræves af designet.
4.8、Udfyld varmebehandlingsjournalen i henhold til rørfittingsnummer og identifikation, og skriv den ufuldstændige identifikation igen på overfladen af rørfittingen og flowkortet.
5, rillebehandling:
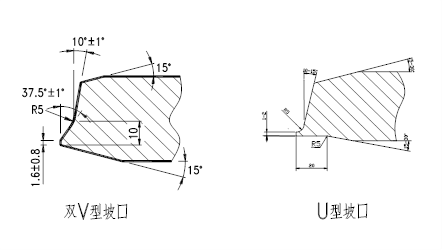
5.1、Rillebearbejdningen af rørfittings udføres ved mekanisk skæring.Vores virksomhed har mere end 20 sæt bearbejdningsudstyr såsom forskellige drejebænke og krafthoveder, som kan behandle den dobbelte V-formede eller U-formede rille, indre rille og ydre rille af forskellige tykvæggede rørfittings i henhold til kravene ivores kunde.Virksomheden kan behandle i henhold til rilletegningen og tekniske krav, som stilles afvores kundeat sikre, at rørfittings er nemme at betjene og svejse i svejseprocessen.
5.2、Efter at rørfittingsrillen er afsluttet, skal inspektøren inspicere og acceptere den overordnede dimension af rørfittingen i henhold til tegningskravene og omarbejde produkterne med ukvalificerede geometriske dimensioner, indtil produkterne opfylder designdimensionerne.
1,Prøve:
6.1、Rørfittings skal afprøves i henhold til standardkravene, inden de forlader fabrikken.Ifølge ASME B31.1. Alle prøver skal gennemføres af professionelle inspektører med tilsvarende kvalifikationer anerkendt af Statens Bureau for teknisk tilsyn.
6.2、Test af magnetpartikler (MT) skal udføres på den ydre overflade af tee, albue og reducer, ultralyds tykkelsesmåling og fejldetektion skal udføres på den ydre bueside af albuen, tee-skulder og reduktionsdel, og radiografisk fejldetektion eller ultralydsdetektering skal udføres på svejsningen af svejsede rørfittings.Den smedede T- eller albue skal underkastes ultralydstestning på råemnet før bearbejdning.
6.3、Detektering af magnetpartikelfejl skal udføres inden for 100 mm fra rillen på alle rørfittings for at sikre, at der ikke er revner og andre defekter forårsaget af skæring.
6.4、Overfladekvalitet: rørfittings indvendige og udvendige overflader skal være fri for revner, krympehulrum, aske, sandklæbning, foldning, manglende svejsning, dobbeltbeklædning og andre defekter.Overfladen skal være glat uden skarpe ridser.Fordybningens dybde må ikke overstige 1,5 mm.Fordybningens maksimale størrelse må ikke være større end 5 % af rørets omkreds og ikke større end 40 mm.Svejseoverfladen skal være fri for revner, porer, kratere og stænk, og der må ikke være underskæring.Den indvendige vinkel af tee skal være jævn overgang.Alle rørfittings skal underkastes 100 % overfladeinspektion.Revner, skarpe hjørner, gruber og andre defekter på overfladen af rørfittings skal poleres med en slibemaskine, og magnetisk partikelfejldetektion skal udføres på slibestedet, indtil fejlene er elimineret.Tykkelsen af rørfittings efter polering må ikke være mindre end den minimale designtykkelse.
6.5、Følgende test skal også udføres for rørfittings med særlige krav fra kunder:
6.5.1、Hydrostatisk test
Alle rørfittings kan underkastes hydrostatisk test med systemet (det hydrostatiske testtryk er 1,5 gange designtrykket, og tiden må ikke være mindre end 10 minutter).Under forudsætning af, at kvalitetscertifikatdokumenterne er fuldstændige, må rørfittings ab fabrik ikke underkastes hydrostatisk test.
6.5.2、Faktisk kornstørrelse
Den faktiske kornstørrelse på færdige rørfittings må ikke være tykkere end grad 4, og gradforskellen på rørfittings med samme varmetal må ikke overstige grad 2. Kornstørrelsesinspektionen skal udføres efter metoden specificeret i Yb / t5148-93 (eller ASTM E112), og inspektionstiderne skal være én gang for hvert varmenummer + hver varmebehandlingsbatch.
6.5.3、Mikrostruktur:
Fabrikanten skal udføre mikrostrukturinspektion og levere mikrostrukturfotos i overensstemmelse med relevante bestemmelser i GB / t13298-91 (eller tilsvarende internationale standarder), og inspektionstiderne skal være pr. varmetal + størrelse (diameter × vægtykkelse) + varmebehandlingsbatch enkelt gang.
2、 Emballage og identifikation:
Efter bearbejdning af rørfittings skal ydervæggen belægges med antirustmaling (mindst et lag primer og et lag finishmaling).Efterbehandlingsmalingen på kulstofståldelen skal være grå, og finishmalingen på legeringsdelen skal være rød.Malingen skal være ensartet uden bobler, rynker og afskalninger.Rillen skal behandles med et specielt antirustmiddel.
Små smedede rørfittings eller vigtige rørfittings pakkes i trækasser, og store rørfittings er generelt nøgne.Dyserne på alle rørfittings skal beskyttes solidt med gummi(plast)ringe for at beskytte rørfittings mod beskadigelse.Sørg for, at de endeligt leverede produkter er fri for eventuelle defekter, såsom revner, ridser, trækmærker, dobbelt hud, sandklæbning, mellemlag, slagger og så videre.
Tryk, temperatur, materiale, diameter og andre rørfittingsspecifikationer for rørfittings skal være markeret på den tydelige del af rørfittingsprodukter.Ståltætningen vedtager ståltætning med lav belastning.
3,Dlever varer:
Den kvalificerede transportform skal vælges til levering af rørfittings i overensstemmelse med den aktuelle situations behov.Generelt transporteres rørfittings til hjemmet med bil.I processen med biltransport er det påkrævet at binde rørfittings fast til køretøjets krop med højstyrke blødt emballagetape.Under kørslen af køretøjet er det ikke tilladt at støde og gnide med andre rørfittings, samt at træffe regn- og fugtsikre foranstaltninger.
HEBEI CANGRUN PIPELINE EQUIPMENT CO., LTDer en professionel producent af rørfittings, flanger og ventiler.Vores virksomhed har et ingeniør- og teknisk serviceteam med rig ingeniørerfaring, fremragende professionel teknologi, stærk servicebevidsthed og hurtig og bekvem respons til brugere over hele verden. Vores virksomhed lover at designe, organisere indkøb, produktion, inspektion og test, emballering, transport og tjenester i overensstemmelse med kravene i ISO9001 kvalitetsstyring og kvalitetssikringssystem.Der er et gammelt ordsprog i Kina:Det er sådan en fornøjelse at have venner, der kommer langvejs fra.
Velkommen vores venner til at besøge fabrikken.
Indlægstid: 13-okt-2022