


1 、مواد:
1.1 、Tيجب أن يتوافق اختيار المواد مع المعايير ذات الصلة للدولة المنتجة للأنابيب ومعايير المواد الخام التي يطلبها المالك.
1.2、Aبعد دخول المصنع ، يتحقق المفتشون أولاً من شهادة المواد الأصلية الصادرة عن الشركة المصنعة وتقرير فحص السلع المادية للمستورد.تحقق مما إذا كانت العلامات الموجودة على المواد كاملة ومتوافقة مع شهادة الجودة.
1.3 、Rتحقق من المواد المشتراة حديثًا ، وافحص بدقة التركيب الكيميائي والطول وسمك الجدار والقطر الخارجي (القطر الداخلي) وجودة سطح المواد وفقًا للمتطلبات القياسية ، وسجل رقم الدُفعة ورقم أنبوب المواد.لا يُسمح بتخزين المواد غير المؤهلة ومعالجتها.يجب أن تكون الأسطح الداخلية والخارجية للمواسير الفولاذية خالية من الشقوق والطيات والطيات المتدحرجة والقشور والتشوهات وخطوط الشعر.يجب إزالة هذه العيوب بالكامل.يجب ألا يتجاوز عمق الإزالة الانحراف السلبي لسمك الجدار الاسمي ، ويجب ألا يقل سمك الجدار الفعلي في مكان التنظيف عن الحد الأدنى المسموح به لسمك الجدار.على السطح الداخلي والخارجي للأنبوب الفولاذي ، يجب ألا يتجاوز حجم العيب المسموح به الأحكام ذات الصلة في المعايير المقابلة ، وإلا فسيتم رفضه.يجب إزالة مقياس الأكسيد الموجود على الأسطح الداخلية والخارجية لأنابيب الصلب ومعالجته بمعالجة مقاومة للتآكل.يجب ألا تؤثر المعالجة المضادة للتآكل على الفحص البصري ويمكن إزالتها.
1.4 、Mخصائص echanical
يجب أن تتوافق الخواص الميكانيكية مع المعايير على التوالي ، ويجب إعادة فحص وقبول التركيب الكيميائي والأبعاد الهندسية والمظهر والخواص الميكانيكية.
1.5أداء العملية
1.5.1、Sتخضع الأنابيب الفولاذية لاختبار غير تدميري بالموجات فوق الصوتية بنسبة 100٪ واحدًا تلو الآخر وفقًا لـسبتمبر1915 ، ويجب تقديم عينات قياسية للاختبار بالموجات فوق الصوتية.يجب أن يكون عمق العيب في العينات القياسية 5٪ من سماكة الجدار ، ولا يزيد الحد الأقصى عن 1.5مم.
1.5.2 、 يجب أن يخضع الأنبوب الفولاذي لاختبار التسطيح
1.5.3、حجم الحبيبات الفعلي
يجب ألا يكون حجم الحبيبات الفعلي للأنبوب النهائي أكثر سمكًا من الدرجة 4 ، ويجب ألا يتجاوز اختلاف درجة الأنبوب الفولاذي لنفس رقم الحرارة الدرجة 2. يجب فحص حجم الحبوب وفقًا لـ ASTME112.
2 ، القطع والمسح
2.1、قبل تقطيع وصلات المواسير المصنوعة من السبائك ، يجب إجراء حساب دقيق للمواد أولاً.وفقًا لنتائج حساب القوة لتركيبات الأنابيب ، قم بتحليل وتأثير العديد من العوامل مثل ترقق وتشوه تركيبات الأنابيب في عملية الإنتاج على الأجزاء الرئيسية لتجهيزات الأنابيب (مثل القوس الخارجي للكوع ، وسماكة نقطة الإنطلاق الكتف ، وما إلى ذلك) ، واختيار المواد ذات البدل الكافي ، والنظر فيما إذا كان معامل تعزيز الضغط بعد تشكيل الأنبوب يتوافق مع معامل إجهاد التصميم لخط الأنابيب ومنطقة التدفق لخط الأنابيب.يجب حساب تعويض المواد الشعاعية والتعويض المادي للكتف أثناء عملية الضغط من أجل نقطة الإنطلاق المضغوطة على الساخن.
2.2、بالنسبة لمواد الأنابيب المصنوعة من السبائك ، يتم استخدام آلة قطع المنشار الشريطي القنطرية للقطع على البارد.بالنسبة للمواد الأخرى ، يتم تجنب القطع باللهب بشكل عام ، ولكن يتم استخدام قطع المنشار الشريطي لمنع حدوث عيوب مثل الطبقة المتصلبة أو التشقق الناتج عن التشغيل غير السليم.
2.3、وفقًا لمتطلبات التصميم ، عند القطع والطمس ، يجب وضع علامة وزرع القطر الخارجي ، وسمك الجدار ، والمواد ، ورقم الأنبوب ، ورقم دفعة الفرن ، ورقم تدفق المواد الخام المناسب للأنابيب ، ويجب أن يكون التحديد على شكل ختم الفولاذ منخفض الضغط ورش الطلاء.وقم بتسجيل محتويات العملية على بطاقة تدفق عملية الإنتاج.
2.4、بعد مسح القطعة الأولى ، يجب على المشغل إجراء فحص ذاتي وتقديم تقرير إلى المفتش الخاص لمركز الاختبار للفحص الخاص.بعد اجتياز الفحص ، يجب إجراء تقطيع القطع الأخرى ، ويجب اختبار كل قطعة وتسجيلها.
3 ، الضغط الساخن (دفع) صب
3.1、تعتبر عملية الضغط الساخن لتجهيزات الأنابيب (خاصة TEE) عملية مهمة ، ويمكن تسخين الفراغ بواسطة فرن تسخين الزيت.قبل تسخين الفراغ ، قم أولاً بتنظيف زاوية الرقاقة والزيت والصدأ والنحاس والألمنيوم وغيرها من معادن نقطة الانصهار المنخفضة الأخرى على سطح الأنبوب الفارغ بأدوات مثل المطرقة وعجلة الطحن.تحقق مما إذا كان التعريف الفارغ يلبي متطلبات التصميم.
3.2、نظف النتات في قاعة فرن التدفئة ، وتحقق مما إذا كانت دائرة فرن التسخين ، ودائرة الزيت ، والعربة ونظام قياس درجة الحرارة طبيعية وما إذا كان الزيت كافياً.
3.3、ضع الفراغ في فرن التسخين للتدفئة.استخدم الطوب الحراري لعزل قطعة العمل من منصة الفرن في الفرن.تحكم بدقة في سرعة التسخين 150℃/ ساعة حسب الخامات المختلفة.عند التسخين إلى 30-50℃في الاعلىAC3 ، يجب أن يكون العزل أكثر من ساعة واحدة.في عملية التسخين والحفاظ على الحرارة ، يجب استخدام شاشة رقمية أو ميزان حرارة يعمل بالأشعة تحت الحمراء للمراقبة والضبط في أي وقت.
3.4、عندما يتم تسخين الفراغ إلى درجة الحرارة المحددة ، يتم تفريغه من الفرن للضغط.يكتمل الكبس بمكبس 2500 طن وقوالب تركيب الأنابيب.أثناء الضغط ، يتم قياس درجة حرارة قطعة العمل أثناء الضغطميزان حرارة يعمل بالأشعة تحت الحمراء ، ولا تقل درجة الحرارة عن 850℃.عندما لا تتمكن قطعة العمل من تلبية المتطلبات في وقت واحد وتكون درجة الحرارة منخفضة للغاية ، يتم إرجاع قطعة العمل إلى الفرن لإعادة التسخين والحفاظ على الحرارة قبل الضغط.
3.5、يراعي التشكيل الساخن للمنتج تمامًا قانون تدفق المعدن لتشوه اللدائن الحرارية في عملية تشكيل المنتج النهائي.يحاول القالب المشكل تقليل مقاومة التشوه الناتجة عن المعالجة الساخنة لقطع العمل ، وقوالب الإطارات المضغوطة في حالة جيدة.يتم التحقق من قوالب الإطارات بشكل منتظم وفقًا لمتطلبات نظام ضمان الجودة ISO9000 ، وذلك للتحكم في مقدار تشوه اللدائن الحرارية للمادة ، بحيث يكون سمك الجدار الفعلي لأي نقطة على الأنبوب أكبر من الحد الأدنى لسمك الجدار لـ الأنبوب المستقيم المتصل.
3.6、بالنسبة للكوع ذو القطر الكبير ، يتم إستخدام قولبة الدفع بالتسخين بالتردد المتوسط ، ويتم إختيار آلة دفع الكوع الكبيرة جدًا tw1600 كمعدات الدفع.في عملية الدفع ، يتم ضبط درجة حرارة التسخين لقطعة العمل عن طريق ضبط قوةمصدر طاقة التردد المتوسط.بشكل عام ، يتم التحكم في الدفع عند 950-1020℃، ويتم التحكم في سرعة الدفع عند 30-100 مم / دقيقة.
4 、Hتناول العلاج
4.1、بالنسبة لتجهيزات الأنابيب الجاهزة ، تقوم شركتنا بالمعالجة الحرارية في توافق صارم مع نظام المعالجة الحرارية المحدد في المعايير المقابلة.بشكل عام ، يمكن إجراء المعالجة الحرارية لتجهيزات الأنابيب الصغيرة في فرن المقاومة ، ويمكن إجراء المعالجة الحرارية لتجهيزات الأنابيب ذات القطر الكبير أو الأكواع في فرن المعالجة الحرارية لزيت الوقود.
4.2、يجب أن تكون قاعة الفرن الخاصة بفرن المعالجة الحرارية نظيفة وخالية من الزيت والرماد والصدأ والمعادن الأخرى المختلفة عن مواد المعالجة.
4.3、يجب إجراء المعالجة الحرارية في توافق صارم مع منحنى المعالجة الحرارية المطلوب بواسطة "بطاقة عملية المعالجة الحرارية" ، ويجب التحكم في ارتفاع درجة الحرارة وسرعة سقوط أجزاء الأنابيب الفولاذية لتكون أقل من 200℃/ ساعة.
4.4、يسجل المسجل التلقائي ارتفاع وانخفاض درجة الحرارة في أي وقت ، ويقوم تلقائيًا بضبط درجة الحرارة ووقت الانتظار في الفرن وفقًا للمعايير المحددة مسبقًا.أثناء عملية تسخين وصلات المواسير ، يجب سد اللهب بجدار حاجز للحريق لمنع اللهب من الرش مباشرة على سطح مواسير المواسير ، وذلك لضمان عدم سخونة وصلات المواسير أو حرقها أثناء المعالجة الحرارية.
4.5、بعد المعالجة الحرارية ، يجب إجراء فحص المعادن لتركيبات الأنابيب المصنوعة من السبائك واحدة تلو الأخرى.يجب ألا يكون حجم الحبيبات الفعلي أكثر سمكًا من الدرجة 4 ، ويجب ألا يتجاوز اختلاف درجات وصلات المواسير لنفس رقم الحرارة الدرجة 2.
4.6、قم بإجراء اختبار الصلابة على وصلات الأنابيب المعالجة حرارياً للتأكد من أن قيمة صلابة أي جزء من وصلات الأنابيب لا تتجاوز النطاق المطلوب بموجب المعيار.
4.7、بعد المعالجة الحرارية لتركيبات المواسير ، يتم إزالة مقياس الأكسيد الموجود على الأسطح الداخلية والخارجية بواسطة السفع الرملي حتى اللمعان المعدني للمواد المرئية.يجب صقل الخدوش والحفر والعيوب الأخرى الموجودة على سطح المادة بسلاسة باستخدام أدوات مثل عجلة الطحن.يجب ألا تقل السماكة المحلية لوصلات المواسير المصقولة عن الحد الأدنى لسمك الجدار الذي يتطلبه التصميم.
4.8、قم بملء سجل المعالجة الحرارية وفقًا لرقم تركيب الأنابيب وتحديد الهوية ، وأعد كتابة التعريف غير الكامل على سطح تركيب الأنبوب وبطاقة التدفق.
5 ، معالجة الأخدود :
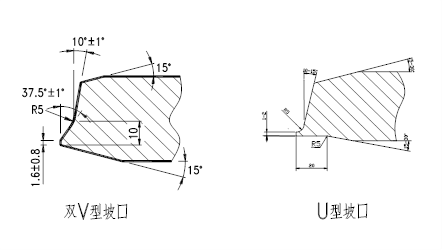
5.1、تتم معالجة الأخدود لتجهيزات الأنابيب عن طريق القطع الميكانيكي.تمتلك شركتنا أكثر من 20 مجموعة من معدات التصنيع مثل المخارط المختلفة ورؤوس الطاقة ، والتي يمكنها معالجة الأخدود المزدوج على شكل V أو على شكل U ، والأخدود الداخلي والأخدود الخارجي لمختلف تجهيزات الأنابيب السميكة وفقًا لمتطلباتزبوننا.يمكن للشركة المعالجة وفقًا لرسم الأخدود والمتطلبات الفنية المقدمة من قبلزبونناللتأكد من أن وصلات الأنابيب سهلة التشغيل واللحام في عملية اللحام.
5.2、بعد اكتمال أخدود تركيب الأنابيب ، يجب على المفتش فحص وقبول الأبعاد الكلية لتركيب الأنابيب وفقًا لمتطلبات الرسم ، وإعادة صياغة المنتجات بأبعاد هندسية غير مؤهلة حتى تلبي المنتجات أبعاد التصميم.
1 、اختبار:
6.1、يجب اختبار وصلات المواسير حسب المتطلبات القياسية قبل مغادرة المصنع.وفقًا لـ ASME B31.1. يجب إكمال جميع الاختبارات من قبل مفتشين محترفين مع المؤهلات المقابلة المعترف بها من قبل مكتب الدولة للإشراف الفني.
6.2、يجب إجراء اختبار الجسيمات المغناطيسية (MT) على السطح الخارجي من نقطة الإنطلاق والمرفق والمخفض ، ويجب إجراء قياس السماكة بالموجات فوق الصوتية وكشف الخلل على الجانب الخارجي للقوس من الكوع وكتف الإنطلاق وجزء تقليل المخفض ، وكشف الخلل بالأشعة أو الكشف عن الخلل بالموجات فوق الصوتية على لحام وصلات المواسير الملحومة.يجب أن يخضع التيع أو الكوع المطروق للاختبار بالموجات فوق الصوتية على الفراغ قبل المعالجة بالقطع.
6.3、يجب إجراء الكشف عن عيوب الجسيمات المغناطيسية في حدود 100 مم من أخدود جميع وصلات المواسير لضمان عدم وجود تشققات وأي عيوب أخرى ناتجة عن القطع.
6.4、جودة السطح: يجب أن تكون الأسطح الداخلية والخارجية لتجهيزات الأنابيب خالية من الشقوق ، وتجويف الانكماش ، والرماد ، والالتصاق بالرمل ، والطي ، واللحام المفقود ، والجلد المزدوج والعيوب الأخرى.يجب أن يكون السطح أملس بدون خدوش حادة.يجب ألا يتجاوز عمق الاكتئاب 1.5 مم.يجب ألا يزيد الحد الأقصى لحجم الضغط عن 5٪ من محيط الأنبوب ولا يزيد عن 40 مم.يجب أن يكون سطح اللحام خاليًا من الشقوق والمسام والحفر والبقع ، ويجب ألا يكون هناك تقطيع.يجب أن تكون الزاوية الداخلية للانطلاق عبارة عن انتقال سلس.يجب أن تخضع جميع وصلات المواسير لفحص مظهر السطح بنسبة 100٪.يجب صقل الشقوق والزوايا الحادة والحفر والعيوب الأخرى الموجودة على سطح وصلات المواسير بمطحنة ، كما يتم الكشف عن عيوب الجسيمات المغناطيسية في مكان الطحن حتى يتم التخلص من العيوب.يجب ألا تقل سماكة وصلات المواسير بعد التلميع عن الحد الأدنى لسماكة التصميم.
6.5、يجب أيضًا إجراء الاختبارات التالية لتجهيزات الأنابيب ذات المتطلبات الخاصة للعملاء:
6.5.1、اختبار الهيدروستاتيكي
يمكن أن تخضع جميع وصلات الأنابيب للاختبار الهيدروستاتيكي مع النظام (ضغط الاختبار الهيدروستاتيكي 1.5 مرة من الضغط التصميمي ، ويجب ألا يقل الوقت عن 10 دقائق).في حالة اكتمال مستندات شهادة الجودة ، قد لا تخضع تجهيزات الأنابيب السابقة في المصنع للاختبار الهيدروستاتيكي.
6.5.2、حجم الحبيبات الفعلي
يجب ألا يكون حجم الحبيبات الفعلي لتجهيزات الأنابيب النهائية أكثر سمكًا من الدرجة 4 ، ويجب ألا يتجاوز فرق الدرجة لتركيبات الأنابيب التي لها نفس رقم الحرارة الدرجة 2. يجب إجراء فحص حجم الحبوب وفقًا للطريقة المحددة في Yb / t5148-93 (أو ASTM E112) ، ويجب أن تكون أوقات الفحص مرة واحدة لكل رقم حراري + كل دفعة معالجة حرارية.
6.5.3、المجهرية:
يجب على الشركة المصنعة إجراء فحص البنية المجهرية وتقديم صور البنية المجهرية وفقًا للأحكام ذات الصلة من GB / t13298-91 (أو المعايير الدولية المقابلة) ، ويجب أن تكون أوقات الفحص لكل رقم حراري + الحجم (القطر × سمك الجدار) + دفعة المعالجة الحرارية ذات مرة.
2 、 التعبئة والتغليف والتعريف :
بعد معالجة وصلات المواسير ، يتم طلاء الجدار الخارجي بطلاء مانع للصدأ (طبقة واحدة على الأقل من الطلاء التمهيدي وطبقة واحدة من الطلاء النهائي).يكون الطلاء النهائي للجزء المصنوع من الصلب الكربوني باللون الرمادي بينما يكون الطلاء النهائي لجزء السبيكة باللون الأحمر.يجب أن يكون الدهان متجانسًا بدون فقاعات أو تجاعيد أو تقشير.يجب معالجة الأخدود بعامل خاص مانع للصدأ.
يتم تعبئة تجهيزات الأنابيب الصغيرة المزورة أو تجهيزات الأنابيب المهمة في صناديق خشبية ، وتكون تجهيزات الأنابيب الكبيرة عارية بشكل عام.يجب حماية فوهات جميع وصلات المواسير بإحكام باستخدام حلقات مطاطية (بلاستيكية) لحماية وصلات المواسير من التلف.تأكد من أن المنتجات النهائية التي تم تسليمها خالية من أي عيوب مثل التشققات والخدوش وعلامات السحب والجلد المزدوج والالتصاق بالرمل والطبقة البينية وإدراج الخبث وما إلى ذلك.
يجب تمييز الضغط ودرجة الحرارة والمواد والقطر والمواصفات الأخرى لتركيبات المواسير على الجزء الواضح من منتجات وصلات المواسير.يستخدم الختم الفولاذي ختم فولاذي منخفض الضغط.
3 、Dالبضائع eliver :
يجب اختيار طريقة النقل المؤهلة لتسليم وصلات الأنابيب وفقًا لاحتياجات الوضع الفعلي.بشكل عام ، يتم نقل وصلات الأنابيب المحلية بالسيارات.في عملية النقل بالسيارات ، من الضروري ربط تجهيزات الأنابيب بإحكام بجسم السيارة بشريط تغليف ناعم عالي القوة.أثناء قيادة السيارة ، لا يُسمح بالاصطدام أو الاحتكاك بأنابيب أخرى ، واتخاذ إجراءات مقاومة للأمطار والرطوبة.
خبى CANGRUN PIPELINE EQUIPMENT CO. ، LTDهي شركة محترفة لتجهيزات الأنابيب والشفاه والصمامات.تمتلك شركتنا فريق خدمات هندسية وفنية يتمتع بخبرة هندسية غنية وتكنولوجيا احترافية ممتازة ووعي قوي بالخدمة واستجابة سريعة ومريحة للمستخدمين في جميع أنحاء العالم. تتعهد شركتنا بتصميم وتنظيم المشتريات والإنتاج والتفتيش والاختبار والتعبئة والنقل والخدمات وفقًا لمتطلبات إدارة الجودة ISO9001 ونظام ضمان الجودة.هناك قول مأثور قديم في الصين:إنه لمن دواعي سروري أن يكون لديك أصدقاء يأتون من بعيد.
نرحب بأصدقائنا لزيارة المصنع.
الوقت ما بعد: أكتوبر -13-2022